
Unlike most other polymers, nylon is extremely sensitive to moisture. Finding the appropriate balance between too much and too little is essential, yet the need is often overlooked — a leading cause of nylon processing issues and part defects. Additionally, when moisture is considered, long standing practices and unchanged habits like drying based solely on time without an emphasis on moisture content can create preventable challenges in processing.
To prevent some of these missteps in selecting, using, and drying nylon resin, Teknor Apex customers often turn to us for advice on how to most effectively and efficiently manage their production processes. Here, we’re sharing the answers to some frequently asked questions about moisture and nylon drying conditions.
Nylon is susceptible to moisture absorption, and moisture acts as a plasticizer. Excessive moisture content reduces nylon stiffness and strength while increasing elongation and toughness — significant changes in nylon properties that directly affect nylon material and injection molded nylon part structure.
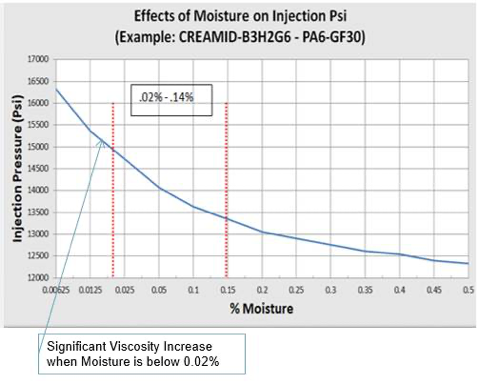
Every nylon material has a recommended moisture window that indicates the optimal time for transferring the nylon material from the hopper/dryer to the press. Typically, unfilled PA has a moisture window of 0.02%-0.20%. Hygroscopic by nature, glass or mineral reinforcements reduce the moisture window in proportion to the percentage of fill used.
Missing the designated moisture window could result in under- or over-drying nylon resin, which presents its own challenges. However, working within the moisture window provides several key advantages:
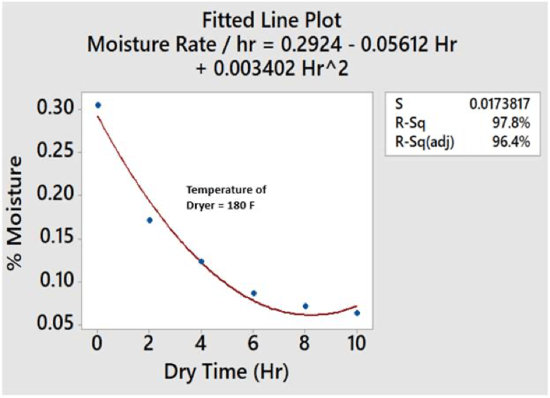
Every dryer is different regarding efficiency, and some may take longer to dry nylon resin than others, but performing a fitted line plot can be an effective practice for understanding the dry time and moisture content of your product. For example, if you receive wet material (.25%) from a material supplier do you know how long you need to dry the material? Utilizing a fitted line plot like the example below can give you the insights you need to get the best results.
Processing nylon at a moisture level that exceeds the recommended amount (under-drying) results in hydrolytic degradation. This chemical reaction attacks and breaks bonds which ultimately shortens molecular chains, thereby:
Over-drying nylon material removes the plasticizing effect of water molecules, which:
Moisture analyzers can be valuable tools to manage nylon. However, it’s important to point out that not all moisture analyzers function in the same capacity. Gravimetric analyzers measure weight changes to nylon when heated and moisture/volatiles burn off. Moisture specific analyzers use a chemical process that only detects moisture levels and not volatiles.
More and more often, OEMs who don’t have access to moisture analyzers themselves are relying on their Tier 1 suppliers to provide moisture data for the resin being molded. This presents an opportunity for suppliers to add additional value to partnerships between molders and OEMs. For more ideas on what OEMs look for in injection molders, check out our article.
A five-step framework guides you through the process for molding nylon within the moisture window for controlled dryer systems:
Like the controlled dryer process, molding nylon within the moisture window for uncontrolled dryer systems is based on five steps:
Excessive or limited moisture can be detrimental to nylon and the injection-molded parts created from it. Finding the appropriate moisture level, determining moisture window timing, and controlling nylon drying conditions is an effective albeit complicated process.
Maximize performance and outcomes by choosing a low-moisture absorbing nylon 6 for your application. Learn more in Creamid® P Low Moisture Absorption PA 6.
